El rol de la Visión Artificial en la industria textil

La visión artificial se está convirtiendo en una tecnología clave en la industria textil, enfocada en mejorar la calidad y la eficiencia. Esta innovación está cambiando la forma en que se realizan la inspección y el control de procesos, haciendo que sean más precisos y eficientes. Además, la visión artificial ayuda a reducir los gastos y a hacer que la producción sea más sostenible, estableciendo nuevos estándares de calidad y eficiencia en el sector.
Fundamentos de la visión artificial en la industria textil
La visión artificial en la industria textil se fundamenta en la capacidad de las máquinas para ver, interpretar y actuar basándose en la información visual que capturan.
Esta tecnología utiliza cámaras digitales, algoritmos de procesamiento de imágenes y técnicas de aprendizaje automático o Deep learning para simular la percepción humana, pero con una velocidad y precisión superiores.
Los componentes básicos de un sistema de visión artificial incluyen dispositivos de captura de imagen (como cámaras de alta resolución y sensores específicos para capturar diferentes tipos de datos visuales), iluminación controlada para garantizar la consistencia de las imágenes capturadas, y software avanzado que procesa estas imágenes para detectar anomalías, clasificar objetos y tomar decisiones en tiempo real.
En la industria textil, la implementación de la visión artificial ha sido impulsada por la necesidad de mejorar la calidad del producto y la eficiencia de los procesos de producción. Los avances tecnológicos en este campo han permitido desarrollar sistemas capaces de analizar con precisión las texturas, colores y patrones de los tejidos, identificando defectos que serían difíciles, si no imposibles, de detectar a simple vista o mediante métodos tradicionales.
La evolución de la visión artificial ha seguido el ritmo de los avances en inteligencia artificial y aprendizaje profundo, permitiendo la creación de modelos predictivos que pueden aprender de grandes conjuntos de datos y mejorar su precisión con el tiempo.
Aplicaciones de la visión artificial en la inspección de calidad
Para enfocarnos más específicamente en la industria textil y cómo la visión artificial transforma la inspección de calidad en este sector, vamos a detallar aplicaciones concretas y ejemplos que ilustran su impacto y utilidad.
Inspección de calidad en tejidos y prendas
La visión artificial se aplica en la inspección de una amplia variedad de tejidos, desde algodón y lana hasta sintéticos y mezclas complejas. Estos sistemas son capaces de detectar defectos como:
- Irregularidades en el tejido: Incluyen nudos, hilos sueltos o rotos, y variaciones en la trama y urdimbre que pueden afectar la integridad y apariencia del tejido.
- Variaciones de color y estampado: Detectan discrepancias en el color, incluso sutiles diferencias de tono que no son perceptibles al ojo humano, así como errores en los patrones de estampado, asegurando que cada metro de tela cumpla con las especificaciones de diseño.
- Defectos superficiales: Tales como manchas, desgarros o arrugas que pueden comprometer la calidad del producto final.
Control de calidad en procesos específicos
- Inspección en el proceso de teñido: La visión artificial verifica la uniformidad y consistencia del color en el tejido post-teñido, identificando áreas de coloración desigual o manchas.
- Control en el acabado de telas: Evalúa la aplicación de tratamientos de acabado, como repelentes al agua, garantizando que se apliquen de manera uniforme sobre toda la superficie del tejido.
- Verificación de prendas confeccionadas: En la producción de prendas, la visión artificial inspecciona la correcta colocación y alineación de costuras, botones, cremalleras y otros accesorios, asegurando que cada prenda cumpla con los estándares de calidad antes de su embalaje y distribución.
Ejemplos específicos de implementación
- Automatización en la inspección de telas estampadas: Un fabricante de textiles implementa sistemas de visión artificial para inspeccionar telas estampadas, asegurando que los patrones se reproduzcan fielmente según el diseño original, sin desviaciones ni defectos en el estampado.
- Optimización del control de calidad en la producción de denim: Una planta de producción de denim utiliza la visión artificial para detectar defectos como áreas descoloridas, imperfecciones en el tejido y errores en las costuras de los jeans, mejorando significativamente la eficiencia del control de calidad.
- Calidad en tejidos de alto rendimiento: En la fabricación de tejidos técnicos, como los utilizados en ropa deportiva y equipamiento de protección, la visión artificial verifica la correcta integración de fibras especiales y la uniformidad de propiedades como la elasticidad y la resistencia al desgarro.
Beneficios tangibles para la industria textil
La implementación de la visión artificial en la inspección de calidad ofrece beneficios tangibles para la industria textil, incluyendo:
- Reducción de desperdicio: Al detectar defectos de manera temprana en el proceso de producción, se minimiza el desperdicio de materiales y recursos.
- Aumento de la eficiencia productiva: La capacidad de inspeccionar grandes volúmenes de tejido en tiempo real permite una producción más ágil
- Mejora en la satisfacción del cliente: Al garantizar una calidad superior y consistente en los productos, las marcas pueden fortalecer su reputación y satisfacer las expectativas de los consumidores más exigentes.
Visión artificial en el control de procesos textiles
Más allá de la inspección de calidad, la visión artificial juega un papel vital en el control de procesos en la industria textil.
Desde el hilado y tejido hasta el acabado y el control de calidad final, los sistemas de visión artificial ofrecen una supervisión detallada y continua.
En el hilado, por ejemplo, pueden detectar problemas como la rotura de hilos o variaciones en el grosor.
Durante el tejido, supervisan la uniformidad del tejido y la correcta formación de patrones.
En el acabado, aseguran que el tratamiento aplicado sea el correcto y esté distribuido uniformemente.
La implementación de estos sistemas mejora significativamente la capacidad de las empresas textiles para mantener altos estándares de calidad a lo largo de toda la cadena de producción, optimizando los procesos y reduciendo los tiempos de inactividad.
Comparación con métodos tradicionales
Al comparar la visión artificial con los métodos tradicionales de inspección y control de calidad, las ventajas son claras y significativas.
La precisión, velocidad y capacidad de operación continua de la visión artificial superan con creces las limitaciones humanas.
La automatización de la inspección no solo reduce el margen de error, sino que también aumenta la eficiencia de la producción, estableciendo nuevos estándares de calidad en la industria textil.
Además, la capacidad de estos sistemas para operar sin descanso significa que la producción puede continuar sin interrupciones, maximizando la productividad.
Integración tecnológica
La visión artificial no funciona en aislamiento; su integración con otras tecnologías emergentes, como la inteligencia artificial y el Internet de las Cosas (IoT), ha ampliado sus capacidades y aplicaciones.
Esta convergencia tecnológica permite la creación de sistemas más inteligentes y autónomos, capaces de adaptarse y responder a las cambiantes demandas del mercado.
La personalización de la producción y la capacidad para anticipar y actuar según las tendencias del mercado se ven potenciadas por esta integración, marcando el comienzo de una nueva era en la manufactura textil.
Implicaciones para la sostenibilidad
La visión artificial también juega un papel crucial en la promoción de prácticas de producción sostenibles dentro de la industria textil.
Al minimizar el desperdicio de materiales y optimizar el consumo de energía, esta tecnología ofrece beneficios económicos y ambientales.
La capacidad de reducir el impacto ambiental de la producción textil, una industria a menudo criticada por su huella ecológica, destaca la visión artificial no solo como una herramienta para mejorar la eficiencia y la calidad sino también como un medio para alcanzar objetivos de sostenibilidad más amplios.
Ventajas y desafíos
La adopción de la visión artificial trae consigo numerosas ventajas, incluyendo mejoras significativas en la calidad del producto y la eficiencia operativa.
A pesar de estos obstáculos, el retorno de la inversión y los beneficios a largo plazo ofrecidos por la visión artificial justifican su adopción en el sector textil.
La visión artificial basada en Deep Learning permite la inspección automática de tejidos complejos
No se requiere un tedioso desarrollo de software. El algoritmo de software se entrena en un conjunto de muestras buenas conocidas para crear modelos de referencia. Una vez completada esta fase de entrenamiento, la inspección está lista para funcionar.
Las zonas defectuosas del tejido pueden identificarse y notificarse rápidamente, al tiempo que se toleran variaciones grandes pero irrelevantes en su aspecto. Y lo mejor de todo, ¡no hay necesidad de extensas bibliotecas de defectos!
El Deep Learning combina el rendimiento humano y la flexibilidad en la inspección visual con la fiabilidad y consistencia de un sistema informatizado. Ofreciendo una forma de precisa y repetitiva en todo tipo de textiles naturales y artificiales.
El aprendizaje profundo o Deep Learning difiere radicalmente de las soluciones tradicionales de visión artificial, ya que es:
- Fácil de entrenar.
- Forma de aprender similar a los humanos.
- Resuelve retos de inspección difíciles de abordar o incluso imposibles de programar con visión tradicional.
Retos de la inspección textil
Complejidad
El patrón del tejido puede ser muy complejo, y las variantes de posición pueden impedir el uso de métodos basados en reglas.
Variabilidad natural
El aspecto visual varía drásticamente debido a la naturaleza elástica del tejido y otras variaciones como el grosor del hilo.
Innumerables formas y tipos
Los defectos de los productos textiles son de innumerables formas y tipos, por lo que no es posible buscar explícitamente todos los defectos.
A continuación, os mostramos algunos ejemplos de aplicaciones de visión artificial basadas en Deep Learning:
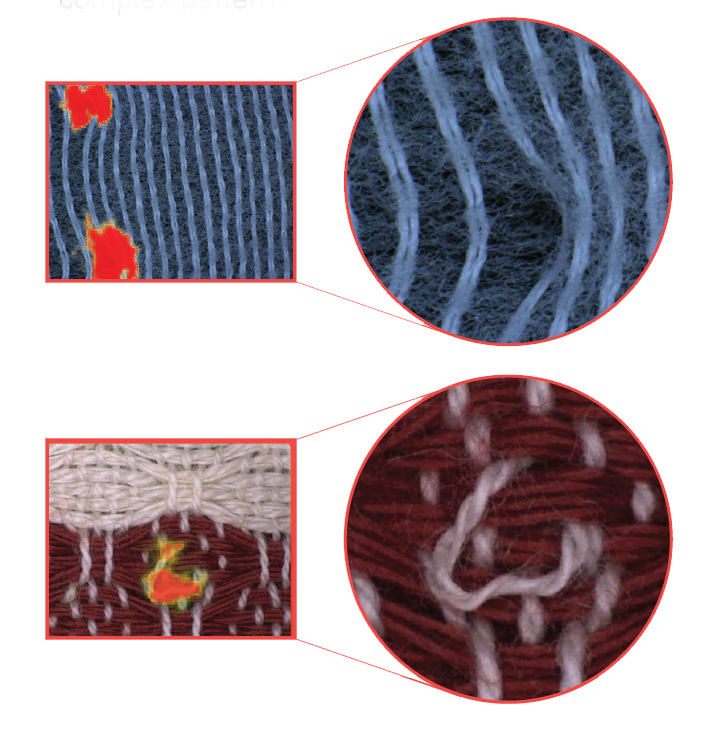
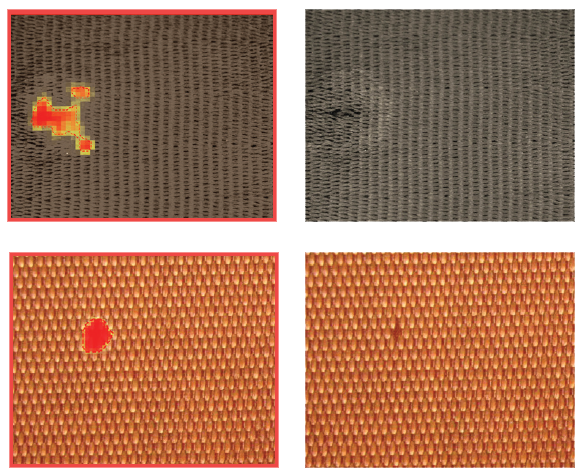
TEJIDO
La visión basada en Deep Learning identifica un hilo roto en el tejido a pesar de tener patrones complejos.
La visión basada en Deep Learning distingue defectos inaceptables en cinturones de seguridad.
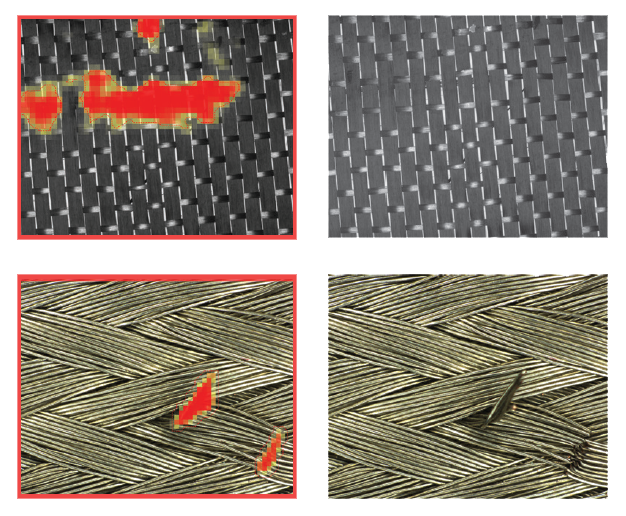
TRENZADO
La visión basada en Deep Learning es capaz de encontrar varios tipos de defectos como huecos o desalineaciones, a pesar de la reflectividad del tejido de fibra de carbono. El segundo ejemplo muestra la detección de un cable roto en un manguito metálico trenzado.
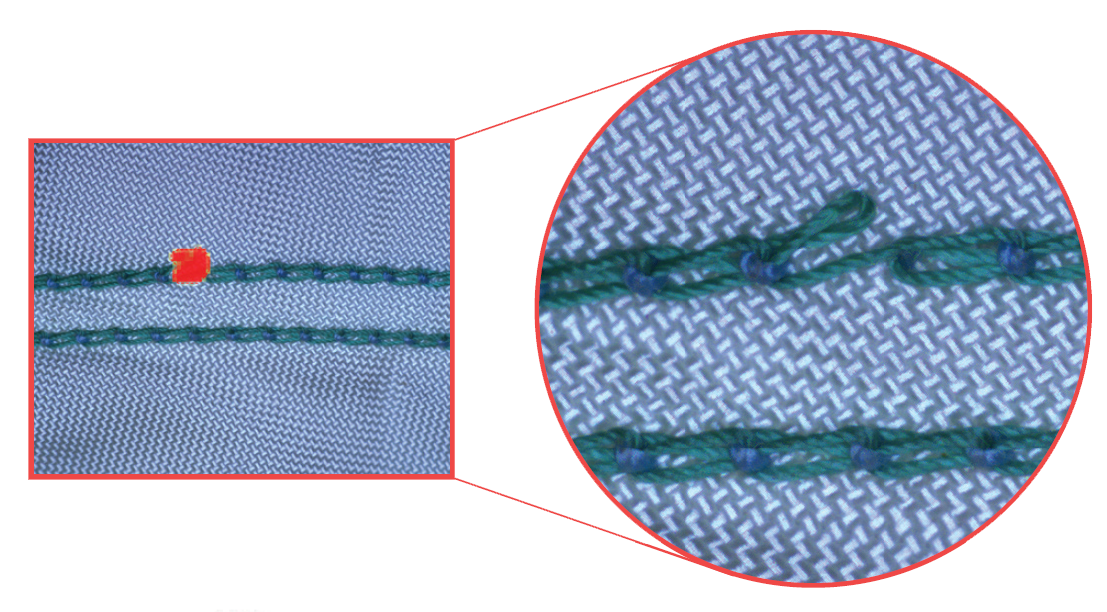
ACABADO
La visión basada en Deep Learning puede detectar anomalías como suciedad o manchas de tinta en las prendas, así como costuras muy críticas, como las de los airbags.
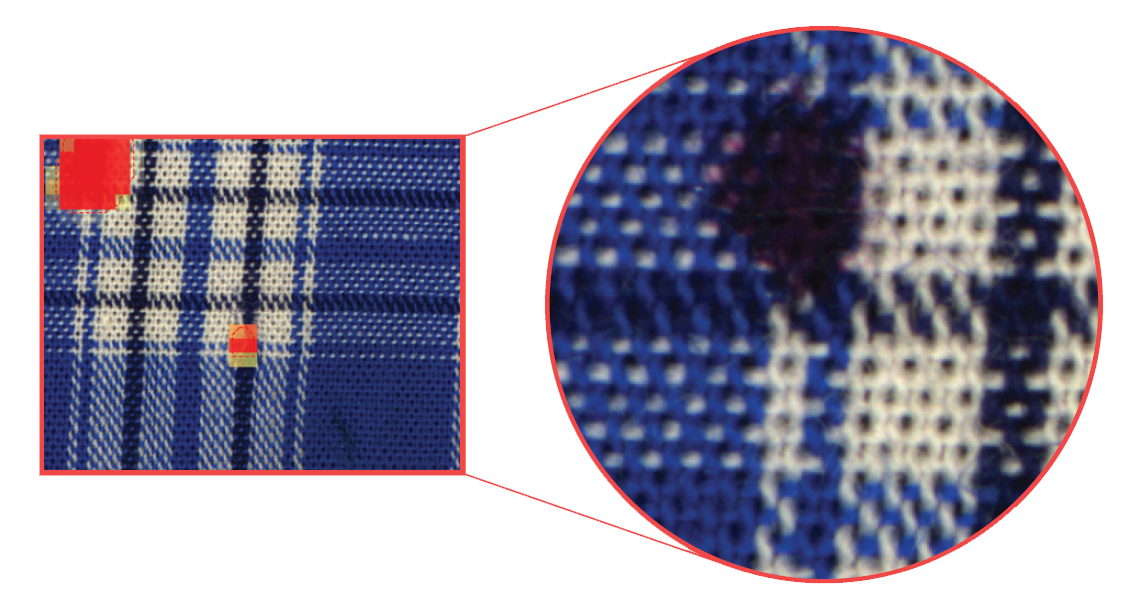
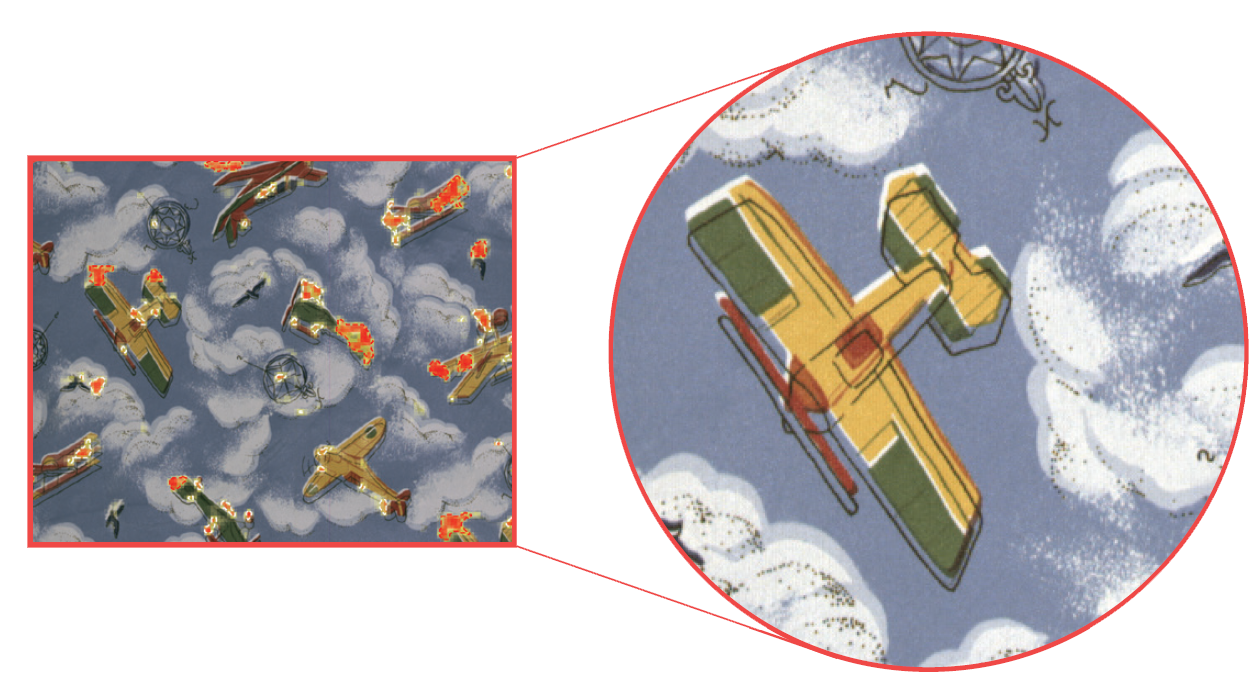
IMPRESIÓN EN TELAS
La visión basada en Deep Learning permite la inspección de telas impresas. Es capaz de identificar problemas en la impresión, como la desalineación de diferentes canales de color (contorno negro frente al relleno), aún con imágenes complejas.
El futuro de la visión artificial en la industria textil
Mirando hacia el futuro, el potencial de la visión artificial en la industria textil es inmenso.
Con avances tecnológicos continuos, se espera que esta tecnología no solo se consolide como un estándar en la inspección y control de calidad, sino que también abra nuevas vías para la personalización masiva y la producción sostenible.
La innovación constante en este campo sugiere que la visión artificial jugará un papel cada vez más importante en la industria, transformando no solo cómo se producen los textiles sino también cómo se concibe la calidad y la eficiencia en la producción.
La visión artificial representa un avance significativo en la industria textil, ofreciendo soluciones innovadoras para los desafíos de inspección de calidad y control de procesos. Su integración con otras tecnologías promete no solo revolucionar la producción textil sino también hacerla más eficiente, sostenible y adaptada a las demandas del mercado contemporáneo. A medida que avanzamos hacia el futuro, la visión artificial se establece como una herramienta indispensable en el camino hacia la innovación y la excelencia en la industria textil, marcando el comienzo de una nueva era de producción textil inteligente y sostenible.