Optimisation et assurance de la qualité dans l’industrie pharmaceutique : la vision industrielle dans le contrôle de la qualité des produits pharmaceutiques
Dans l’industrie pharmaceutique, où la sécurité et la qualité sont primordiales, l’adoption de technologies avancées est essentielle pour garantir que les produits répondent aux normes les plus élevées. Dans ce contexte, la vision industrielle s’est imposée comme un outil puissant pour optimiser, automatiser et sécuriser les processus de production, offrant ainsi une solution complète aux entreprises pharmaceutiques.
Avances en visión artificial y deep learning
Los avances en visión artificial y Deep Learning han revolucionado la forma en que se lleva a cabo el control de calidad en la industria farmacéutica. Estas tecnologías permiten detectar una amplia gama de defectos en las fases iniciales de producción, lo que contribuye a la reducción de costos y al aseguramiento de la calidad del 100% de la producción. Además, la capacidad de identificar y clasificar automáticamente los productos garantiza un rendimiento mejorado y una mayor productividad en las operaciones.
Applications de vision industrielle pour le secteur pharmaceutique
La vision industrielle est donc devenue un outil indispensable, offrant une large gamme d’applications spécifiques pour ce secteur hautement réglementé:
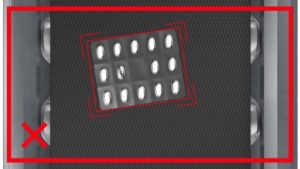
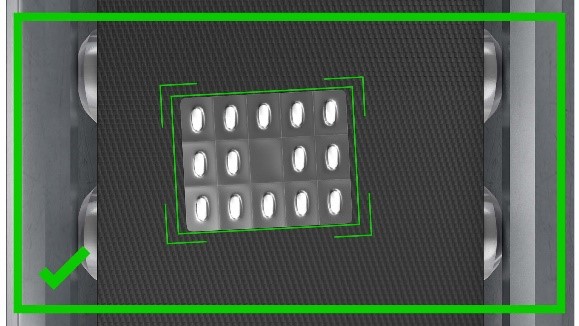
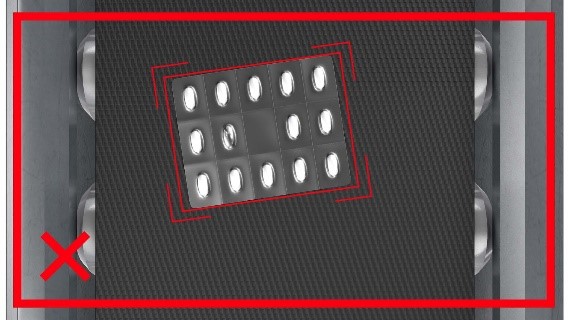
Détection de la couleur, de la taille et de l’intégrité des pilules ou des comprimés
L’une des applications les plus courantes de la vision industrielle dans l’industrie pharmaceutique est la détection de la couleur, de la taille et de l’intégrité des pilules ou des comprimés sur des rubans ou dans des blisters. Ces solutions permettent d’identifier et de trier automatiquement les produits en fonction de leurs caractéristiques visuelles, ce qui garantit la qualité et la cohérence de la production.
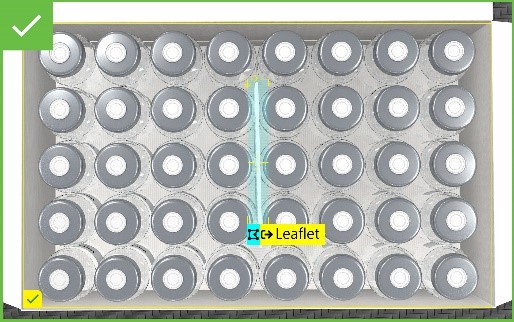
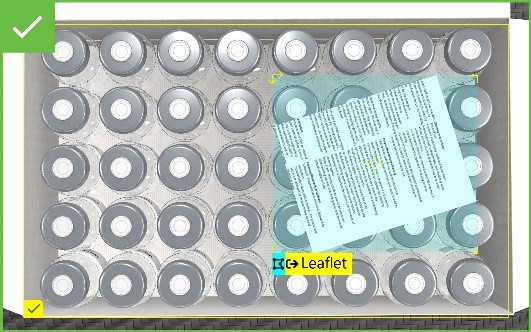
Vérifier la présence de notices
La vision industrielle permet de détecter automatiquement la présence ou l’absence de notices, garantissant ainsi que chaque produit est correctement emballé et conforme aux exigences réglementaires.

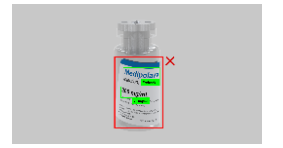
Contrôle de la position des étiquettes sur les flacons ou les ampoules
Ces solutions permettent de s’assurer que les étiquettes sont correctement positionnées et alignées, évitant ainsi les erreurs d’étiquetage qui peuvent affecter l’identification et la traçabilité des produits.
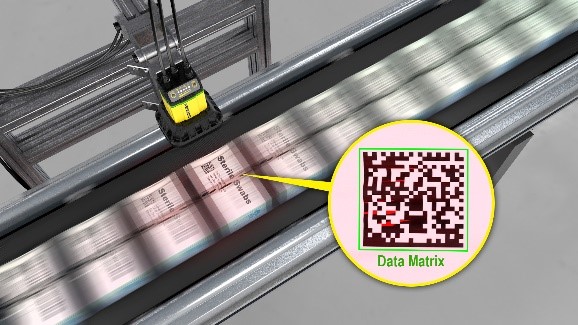
Lecture et vérification des codes GSI
La lecture et la vérification des codes GSI sur des surfaces planes, incurvées, flexibles ou brillantes est une autre application critique dans l’industrie pharmaceutique. La vision industrielle permet de lire et de vérifier ces codes rapidement et avec précision, garantissant ainsi la traçabilité et l’authenticité de chaque produit tout au long de la chaîne d’approvisionnement.

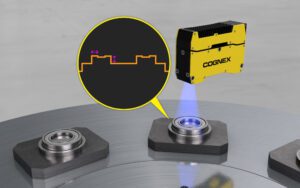
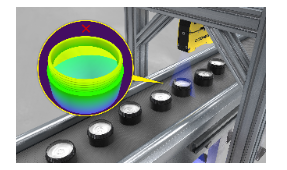
Inspection des défauts et de l’intégrité des bouchons
L’inspection des défauts et de l’intégrité des bouchons est essentielle pour prévenir la contamination croisée et garantir la sécurité des produits pharmaceutiques. La vision industrielle permet d’identifier automatiquement tout défaut ou toute anomalie dans les bouchons, garantissant ainsi qu’ils sont correctement scellés et protégés.

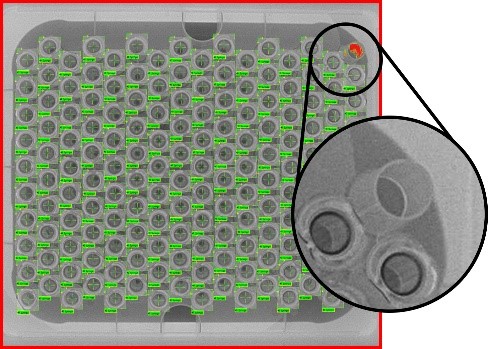
Comptage des flacons et vérification de l’exhaustivité
Le comptage des flacons et la vérification de leur intégrité constituent une autre application importante. La vision industrielle permet de compter avec précision le nombre de flacons dans chaque lot et de vérifier leur intégrité, afin de s’assurer que tous les produits sont présents et dans un état optimal avant la distribution.
Détection de particules et de corps étrangers
La détection des particules et des corps étrangers est essentielle pour garantir la pureté et la sécurité des produits pharmaceutiques. La vision industrielle permet d’identifier automatiquement les particules ou les contaminants présents dans les produits, garantissant ainsi leur conformité aux normes de qualité les plus strictes.

Inspection des scellés d’inviolabilité et des sceaux d’inviolabilité
L’inspection des scellés d’inviolabilité est essentielle pour empêcher les manipulations non autorisées et garantir l’authenticité des produits pharmaceutiques. La vision industrielle permet de détecter toute tentative d’altération ou tout sceau d’inviolabilité, garantissant ainsi l’intégrité du produit.

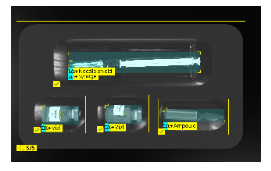
Inspection du niveau de remplissage
L’inspection du niveau de remplissage est essentielle pour garantir la précision et la cohérence du dosage des médicaments. La vision industrielle permet de vérifier le niveau de remplissage de chaque conteneur, ce qui garantit que les spécifications de dosage sont respectées et que les patients reçoivent la bonne quantité de médicaments.
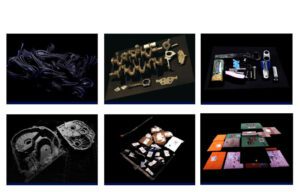
Inspection des kits médicaux
La vision industrielle est également utilisée pour inspecter les kits médicaux, afin de s’assurer que tous les composants sont présents et dans un état optimal avant leur utilisation. Ces solutions garantissent la qualité et la sécurité des produits, en évitant les erreurs lors de la préparation et de la distribution des kits médicaux.
Traçabilité et sérialisation
Ces solutions permettent de tracer et de vérifier chaque produit tout au long de la chaîne d’approvisionnement, garantissant ainsi l’authenticité et la conformité aux exigences réglementaires.

En conclusion, la vision industrielle joue un rôle crucial dans le contrôle et l’assurance qualité de l’industrie pharmaceutique, offrant des solutions avancées pour détecter les défauts, garantir la sécurité et respecter les normes réglementaires les plus strictes. Grâce à sa capacité à automatiser et à optimiser les processus de production, la vision industrielle transforme la manière dont les produits pharmaceutiques sont fabriqués, inspectés et distribués, garantissant ainsi la santé et la sécurité des patients dans le monde entier.